當(dāng)前位置:汽配模具的制作如何進(jìn)行?
汽配模具的制作如何進(jìn)行?
發(fā)布時(shí)間:2020.09.24 瀏覽次數(shù):
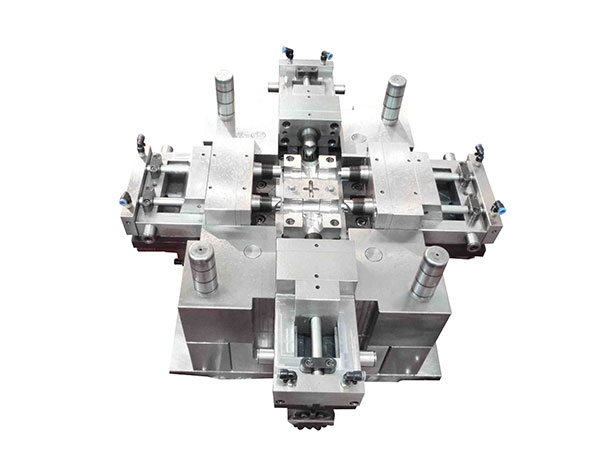
汽配模具在制作的過(guò)程中�,我們需要小心的問(wèn)題有很多�,那么汽配模具的制作問(wèn)題主要都是什么呢����?下面一起來(lái)了解下吧����。
影響模具結(jié)構(gòu)及模具個(gè)別系統(tǒng)的因素很多,很復(fù)雜: 1. 型腔布置�����。根據(jù)塑件的幾何結(jié)構(gòu)特點(diǎn)��、尺寸精度要求���、批量大小��、模具制造難易����、模具成本等確定型腔數(shù)量及其排列方式。 對(duì)于注射模來(lái)說(shuō)����,塑料制件精度為3級(jí)和3a級(jí),重量為5克����,采用硬化澆注系統(tǒng),型腔數(shù)取4-6個(gè)��;塑料制件為一般精度(4-5級(jí))����,成型材料為局部結(jié)晶材料,型腔數(shù)可取16-20個(gè)�����;塑料制件重量為12-16克����,型腔數(shù)取8-12個(gè)�;而重量為50-100克的塑料制件��,型腔數(shù)取4-8個(gè)����。對(duì)于無(wú)定型的塑料制件建議型腔數(shù)為24-48個(gè),16-32個(gè)和6-10個(gè)�����。當(dāng)再繼續(xù)增加塑料制件重量時(shí)�,就很少采用多腔模具。7-9級(jí)精度的塑料制件��,最多型腔數(shù)較之指出的4-5級(jí)精度的塑料增多至50%��。 2. 確定分型面���。分型面的位置要有利于模具加工,排氣��、脫模及成型操作���,塑料制件的表面質(zhì)量等�����。 3. 確定澆注系統(tǒng)(主澆道����、分澆道及澆口的形狀、位置�、大小)和排氣系統(tǒng)(排氣的方法�、排氣槽位置、大?����。?。 4. 選擇頂出方式(頂桿、頂管����、推板、組合式頂出)��,決定側(cè)凹處理方法��、抽芯方式。 5. 決定冷卻���、加熱方式及加熱冷卻溝槽的形狀�、位置�����、加熱元件的安裝部位���。
更多汽配模具資訊點(diǎn)擊:http://wapqy.cn/